







Tim Hursley
Broken glass to be recycled piles up at the mixing or "batching"…
Pick your analogy: Milky Way bars (but not Snickers), molasses, maple syrup, ice cream. Food is the handiest way Edward M. Kapura knows to explain the finer points of making glass—in his case, mass-producing the big sheets of glass that architects specify for the windows or walls of buildings.
Kapura is the senior engineer of manufacturing programs at PPG Industries’ Works No. 6 factory near Carlisle, Pa. PPG is one of eight makers of flat or “float” glass (often imprecisely called “plate” glass) in North America; the company has six float-glass facilities in North America operating 10 glassmaking lines. The Carlisle plant alone makes 350 million square feet of float glass per year. A typical commercial building has about 10,000 square feet of float glass per floor, so Carlisle’s yearly output is enough for 3,500 double-glazed, 10-story office buildings. (This article was reported from Carlisle. Owing to technical concerns, however, the photographs were taken at PPG’s Works No. 4 in Wichita Falls, Texas, which has nearly identical processes.)
Glass first gave us the advantage of being able to see outside without feeling the elements. Today, with new low-emissivity coatings, it can help reduce a building’s heat loss and gain, making it crucial for improving energy efficiency.
Glass is believed to have first been made by humans more than 4,000 years ago. The materials, their mixtures, and the types of labor evolved through the late 19th century, when mass-production techniques first took hold. In 1902, Emile Fourcault, a Belgian, patented a breakthrough machine for making flat glass by drawing a continuous sheet of it upward from a tank of molten material. A modified form of Fourcault’s process, called the Pennvernon process, was introduced by PPG (then known as Pittsburgh Plate Glass) in the mid-1920s.
At Carlisle, that’s all pretty much history. The float-glass process that PPG uses today is a modified form of the one invented by Sir Alistair Pilkington in Great Britain and patented in 1962.
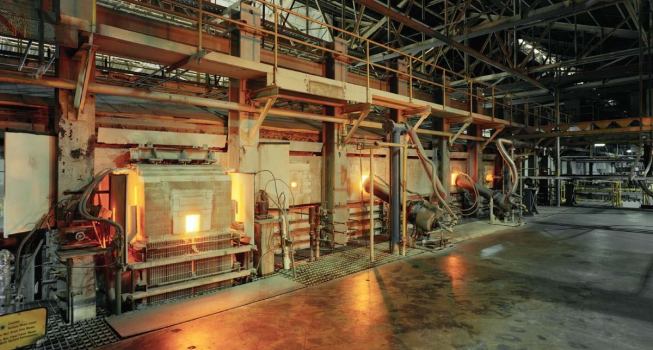
Pilkington’s process and others like it have proved to be something of a holy grail in making architectural glass because, as Kapura says, it is fast, continuous, and suitable for high-volume production. The huge, infernal tanks in which the glass is made are shut down only once every 10 to 12 years for major maintenance. “There is no off button,” Kapura explains. “No Christmas. No New Year’s.”


